连云港市信和钢结构有限公司
联系电话:0518-85855206
业务部:马经理 13365266778
供应部:王经理 0518-85287187
邮箱:xinhe@xinhess.net
网址:www.xinhess.com
地址:连云港市新浦经济开发区东海路9号
钢结构工程十字形柱组装步骤
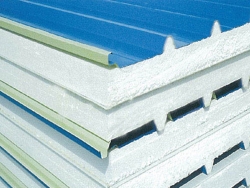
(l)H型钢组装在H型钢自动组装机上进行}定位焊采用气保焊,定位焊长度40-60 mm,间距为250-300 mm。 连云港钢构
(2)T型钢的组装。为减少T型钢焊接变形,可先在自动组装机上组装成H型钢,再切割成两个T型钢。
(3)组装后的H型钢及T型钢的锁口均在由锯床、三维站、锁口机组成的流水线上自动完成;由三维钻完成穿筋孔的制作。
(4)十字形柱组装定位焊。组装前应对焊接面仔细检查,清j象氧化皮等杂物,对于型钢的就位应按图纸要求进行组装,划线使用划针,以保证组装的准确度}定位焊采用C02气体保护焊,焊脚尺寸不得大干设计焊缝焊脚尺寸的2/3,长度为50 mm,焊道间距为Z50 mm,定位焊不得有裂纹、夹渣、焊瘤等缺陷,以保证足够强度;核对穿筋孔的相对位置,在保证穿筋孔位鼍的同时,将柱璜、底部各留3-5 mm的端铣量。